








Two o’clock in the morning found Ravi Sharma waiting impatiently for his fourth batch of oven-dried spices to come out. The plan was to get 3 tons of spices ready for packaging by dawn, and the explanation was already terrifying. On that fateful night, he reached the stage that every factory supervisor encounters – the stage where there is a limit to what can be achieved using batch drying, and no limit with a microwave tunnel dryer.
I bet you can relate to this. A bottleneck in drying capacity affects the entire production process, increases staff costs and changes a regimented process to a normal one which requires firefighting on a daily basis. Several hours are needed for hot-air drying. Even batch microwave ovens have long wait periods of loading, exiting, loading again, etc. There’s need for better competent equipment that will match consumption, instead of being restrictive.
This helpful booklet offers all the technical and business insights needed to ensure accurate decisions in regard to investment. The process of a microwave tunnel dryer will be analysed by providing a detailed description on how it is performed and its advantages and disadvantages i.e. comparisons to batch ways of carrying it out in all the key aspects will also be done. This includes specifications that should be asked about with regards to the material, the volume and other factors. It will also be possible to look for the prices which range from10,000to10,000to250,000 and above. Ultimately, it will be shown how to compute a realistic return on investment based on only those costs associated with energy, labor and throughput elements which are procurement sensitive.
Want to skip ahead and talk specifics? Contact our engineering team to discuss your production line requirements.
What Is a Microwave Tunnel Dryer?
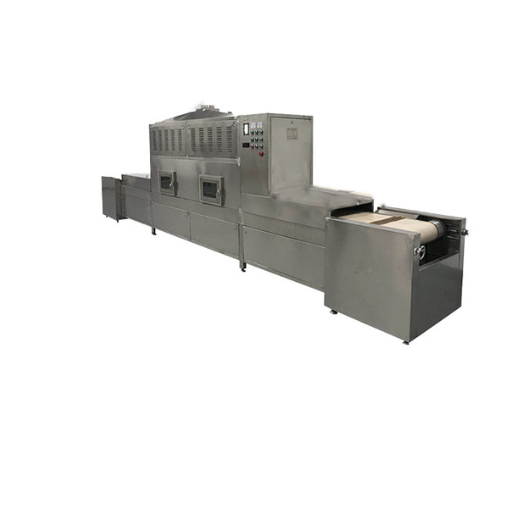
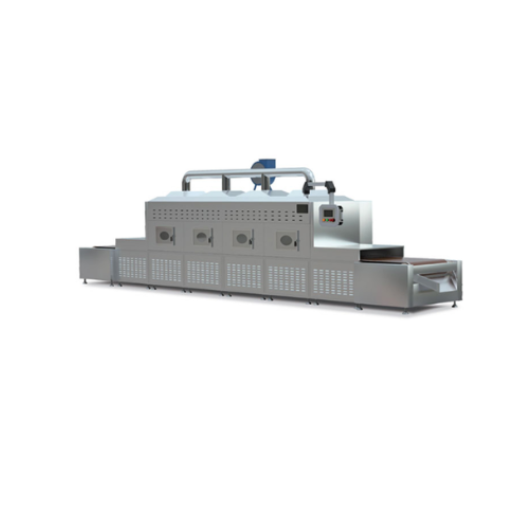
To put it simply, the purpose of the microwave tunnel dryer is to transport the workpiece through a sort of corridor where microwave energies can be easily directed at the area of the workpiece that needs drying. It is different from batch ovens, in that the process cycles of such designs are interrupted. Namely, load is fed into one opening, it is dried while traveling in a controlled region of electromagnetic field, and goes out at the other side ready for packing.
Mechanism of Continuous Microwave Drying
Heat generation is performed volumetrically in the material body. A magnetron presents the main element that generates electromagnetic radiation that amounts to 2450 MHz. This energy is applied using waveguides for distributions inside the material targeting polar molecules for excitation mostly the water molecules. The molecules oscillate at extremely high speeds millions of times per second hence creating internal friction which is the source of heat that actually cooks the product rather than heats it from the outside.
There is an increase in the internal temperature that subsequently causes moisture to escape quickly. This increase dissipates by means of a vacuum and dehumidifying system which removes the inherent water vapor from the tunnel chamber. Because the microwave tunnel dryer comes with a flexible speed conveyor belt, each piece is subjected to the same time in the chamber. Drying, in this case, happens evenly, which is problematic for batch systems.
Learn more about the fundamentals of industrial microwave drying.
Key Components
There are several important subsystems included in every microwave tunnel dryer:
- Magnetron arrays: Is the energy source which creates the necessary microwave energy. The multiple magnetrons scatter these energies to the tunnel’s width.
- Waveguide structure: Transmits the generated microwaves from inside the magnetron to the tunnel structure with minimum loss.
- The conveyor belt: Being converted into the product transfer means for the tunnel, the velocity of the belt is also regulated. The belts could be food-grade PTFE mesh or strong stainless steel chains according to the usage.
- Tunnel: An encased, insulated work space inside which microwave energy is applied for its intended purpose.
- Exhaust and dehumidification: Air is extracted from the system to ensure moisture is kept to a minimum and hence the drying process is efficient.
- PLC control panel: Controls the power delivery to the electric field, the velocity of the belt, counts and displays temperature values, and stores the recipes of the configured products.
The Difference Between Tunnel, Batch, and Vacuum Microwave Dryers
Continuous operation is not a must for all microwave dryers. It is through learning about these three dominant setups that it becomes easy to appreciate which kind of equipment one needs for the tasks at hand.
The tunnel or conveyor belt dryer works by allowing product to pass through a microwave field from one end to the other without dwelling. Such systems are appropriate for large scale continuous operations handling many products.
In batch or oven dryers, material is fed into a chamber, processed and removed prior to the next load. They are better suited to handling low volumes, new product development or facilities that process more than one product.
Microwave vacuum dryers lower the water boiling temperature by using microwave energy and also vacuum pressures. They help in preserving temperature sensitive substances such as drugs and few plants.
Every design addresses a specific issue. The subsequent sections of the guide are dedicated to tunnel systems, given that they are the most rapidly expanding industrial microwave drying market.
Microwave Tunnel Dryer vs. Batch Microwave Dryer
There is always a mindset within facilities managers that looks at “bigger is better”. This tends to cost some good amount of money. The important question in this regard is that does the production profile require the operation to go on all the time. There follows as objective comparison as possible along the lines of your business case.
Throughput and Continuity of Production
In a batch microwave oven, products are processed in batches that is one load after the next. In between cycles, the door is open, the product is unloaded and new product is loaded there- the temperature has to return to the chamber temperature again. Also, any batch cooking cycle however fast has a down time.
Not one of these moments consumed by dead time exists in the case of a microwave tunnel dryer. The product comes in, the processed product goes out, all operations do not stop throughout the process. And that difference rises exponentially with high volumes of work. In this case, where there are three ovens cooking separately, these ovens may be replaced by one powerful enough to hold a 50 kW load inside, tunnel and triple the baking capacity.
Tiny Narrative: Marcus Chen had four ovens to make pet food under the same roof in Jiangsu. The four ovens were used to bake only 800 kg even on a busy day. A cycle lasted for forty minutes, plus time for loading or discharging the ovens.
In 2024, he acquired single 40 kW dryer in the form of a tunnel. With this appliance, the same for factory processes has increased by 2 tons every hour on a single line operating automatically. The labor cost was reduced by 60%. There used to be a team of four persons to make this continuous process work, but now a single person does the work.
Energy Efficiency Per Unit Produced
The world of ovens which work in batches is full of disadvantages mostly due to the headache of thermal cycling. The chamber for roasting in the oven becomes hot, loses heat when the door is opened then gets hot again. This cycle repeats itself in every round.
With Tunnel dryers, conditions remain the same. As soon as the tunnel attains the desired temperature of operation, the energy supplies almost entirely to the product moving through the tunnel in the horizontal direction. In microwave drying, energy consumption ranges from 1.2 to 2.0 MJ per kilogram of water evaporated, while hot-air drying of food is from 3 to 5 MJ per kilogram. In some applications, energy reduction of up to 80 percent can be achieved.
The basic measurement is energy per product, not the total power draw. A microwave tunnel dryer with a power rating of 100 kW in constant state may not use more energy in one hour than a batch oven with 20 kW in rated power. However, if it can handle ten times its capacity, the cost per unit decreases dramatically.
Uniform Drying and Constant Quality
Batch ovens present problems of alteration at the edges. The distribution of energies within a batch at the walls, when contrasted with the center of the chamber, is different. This effect requires the operators to either rotate trays, or compromise for uneven results.
The energy inside tunnel driers spreads evenly with the help of specifically designed waveguides which run across the entire belt. Also, all products within the reach of the tunnel get even microwave energy. This prevents damage to the materials, ensures that their natural color and nutrition phase are held pristine and also does away with uneven drying and its reparative cycle.
Floor Space and Factory Layout Considerations
Tunnel dryer systems require a linear installation. What one often sees in practice is a system that is about ten to twenty meters long, depending on the capacity of operation. On the other hand, batch ovens utilize much less space in general, thanks to their distinct scuffed Tandoori finish – unique to dhaba finished meals. However, every unit has a requirement for an operator standing space to remove the containers and recharge the furnace.
The biggest issue is designing the system in line with existing processes. It is easier to connect a tunnel dryer to upstream washing, cutting or sorting machines and downstream cooling conveyors or packaging lines. In contrast, the batch ovens form separate islands amidst the processes which disrupt the movement of materials.
Maintenance Requirements and Operating Conditions
This is because baking ovens have very few components that have to rotate. There are no conveyor belts and drive motors with a take-up system. It is easy to wipe out the interior walls between uses or batches.
It is further complicated in the case of tunnel dryers. Some conveyor belts in them have to be changed when they wear out. The drive mechanism needs periodical lubrication. Yet, because tunnel dryers operate in a continuous conveyor mode, maintenance per unit is actually less as the system functions as a steady, rather than an on-and-off, processincrease of a system.
Both types of coils possess the same operational life. Conventional magnetrons that are used in industries have operating periods of between 6,000 to 8,000 hours. In an example of a batch oven that cycles four times a day, the oven may need a change of magnetron in two years. Therefore, in the case of a tunnel dryer which operates 16 hours in a day, this work may need to be done every year. Plan your finances accordingly.
Which One Should You Choose?
Use this framework:
Choose a microwave tunnel dryer when there is a daily production of more than 500 kilograms of one product, where the production or processing line is automated, and the throughput is proportionate with the growth in demand.
Use the batch microwave dryer only when there is a production of small quantities and lots of different products, when there is need to avoid complications of dynamic batch traceability for regulatory purposes, or when managing an R&D and pilot plant.
Ready to determine which configuration fits your facility? Request a custom equipment assessment and our engineers will evaluate your material, volume, and layout requirements.
Key Industries and Applications

To this day, the majority of industries take advantage of microwave tunnel dryers because volumetric heating, the main application of this technology, may be used for almost any moist substance. For instance, the examples of sector-specific continuous tunnel drying techniques are as follows.
The food processing industry
In particular, the said branch of industry accounts for more than 38% or so of the total demand for these equipment. This is particularly true for such food processing processes as manufacture of pasta or snacks in the amounts of 1000 to 10000 kg/h, fruits and vegetables drying, herbs and spices dehydration or components of ready-made meals.
Thus, the advantage of speed is switched to advantage of food production. This is the kind of hot air drying which is for fruits and which takes 6 to 12 hours. Typically, using a microwave tunnel dryer, the drying process of fruit is reduced down to 3-11 minutes without altering the texture, flavor, or nutrients. The microwave process has another benefit, sterilization, which means chemical preservatives are not necessary to increase the shelf life.
Agricultural and Insect Proteins
One of the primary uses of black soldier fly larvae, commonly referred to as BSFL, along with mealworms and crickets, is for that purpose. Processors of insect proteins, on the other hand, have the challenge of quickly drying the proteins without changing their content while ensuring sterilization to food grade.
In a microwave tunneldryer having 50 kW, it takes 8-12 minutes to dry the BSF larvae. With hot air ovens, the same material would have to be in the oven for 6-8 hours. Insect processors find the investment worth the equipment based on the protein level retention alone.
Meat and Seafood Processing
Systems of tunnels are often used to defrost cold meats, pre-cook bacon and chicken, as well as dry out several seafood’s. By quicker and more even heating, they overcome the dangers of bacteria multiplication associated with slow thawing of products and help to avoid excessive moisture loss which means waste of money.
Drugs and Nutraceutical Products
Pharmaceutical production using continuous processing technologies is now the most widely developed use of tunnel microwave dryers. The latest kanban systems are already compliant with FDA 21 CFR Part 11 and GAMP regulations which enables the regulated continuous drying of unneeded moisture in granules and APIs as well as processing of various herbal extracts.
In 2025, SAIREM disclosed a partnership that would involve joint development of continuous microwave granule dryers for pharmaceutical production adhering to GMP practices. This represents an extension of technology which has traditionally and solely found its use in food industry and other industrial application, to also capture mainline pharmaceutical industry.
Materials Used in Industries
Materials are also increasingly being processed using the microwave tunnel dryer technology.
Rubber and latex industries are also able to use tunnel dryers in the manufacturing process in order to reduce the curing and drying time from 3–4 hours to 6–9 minutes. Moisture is removed from unfired ceramic bodies by ceramic manufacturers before firing them. Most wooden processors, however, while drying veneer as well as lumber, avoid internal deformation which is characteristic of ordinary kilns. Chemical applications include the processing of materials such as catalysts, pigments and powders where moisture content matters.
Short story: One rubber company in Malaysia bought a 60 kW tunnel dryer in 2023 because it was the cheapest. The problem was that the specific array type was not suitable for the belt width.
Six months later, three batches worth $18,000 had been destroyed because of uneven curing. In response, the company changed the magnetron pattern and switched to a properly configured Shandong Loyal array. The drying cycle was reduced to 7 minutes. Quality improved instantly.
One thing the plant manager understood is that the total kW of input power is irrelevant if it is not well distributed across the microwave tunnel dryer.
How to Specify a Microwave Tunnel Dryer
Purchasing an item with the wrong specifications might make a wonderful asset useless and a liability in disguise. This is what should be requested from any manufacturer.
Tunnel Length and Various Belt Widths
The length of tunneling affects the residence time at a particular belt speed. Longer tunnels, ssuch as those used with lower power density for heat-sensitive materials, enable such reductions. More power density can be used in shorter tunnels more aggressive drying is used in stronger materials.
Please ensure that the belt’s width is the same as the upstream equipment and the desired take off rate. In standard cases, these widths are from 400 to 1200mm. Some custom width however, can be fabricated, in which case, longer delivery leadtime is required.
Microwave Power Rating. Magnetron Configuration
Power rating of equipment can be obtained by unit, starting from topological scales of 6kW to more than 300kW for some heavy industrial lines. What comes most important here is not the entire kW but the amount of power limitation allocated into each square meter of the belt that functions with the microwave tunnel dryer.
An instance of this is a situation whereby, the power of a 100kW system is spread out across 1,000mm wide belt and in other cases, its power output is placed within a smaller 500mm belt. It is advisable to request for power density ratings of machines instead of just the displayed power ratings.
Conveyor Rotation Speed and Retention Time Controlled
The speed of the belt affects how long the products will stay within the microwave tunnel dryer. Drives that facilitate speed changes allow recipe based control for various materials. The speed of such a belt in a perfect state can be between 0.5 and 5 meters per minute depending on the length of the tunnel and the heights of the different materials that will be going through the belt.
Construction Material
Construction stainless steel with SUS304 or SUS316 and in respective food grade fastening within food and pharmaceutical industry. However, they can be used under the regulations made by the countries that apply to such industries. All belt materials types should be checked to conform to the requirements of the product applied, PTFE mesh for food products, metal chain for heavy industrial products.
PLC, HMI, and Recipe-Based Automation
State-of-the-art tunnel dryers come with more recent technology devices D%P) like hmis that are nearly fool proof. A PLC + HMI-based system would be essential. The system should store recipes, records of operations and guarantee integration to SCADA. When recipe management is automated, the possibility of carrying out product changeovers incorrectly is minimized.
Safety and protection from leakage
The physic microwaves leak however level of device emissions shall not be used above 5 mW/cm² at 5 cm. Insist on the machines’ safety standard and testing marks such as CE or UL. Make sure that door interlock mechanisms, shut-off mechanisms and ventilation systems adhere to the relevant health and safety rules.
Connection to the rest of the process equipment
The good microwave tunnel dryer is of no use if it does not connect effectively to the existing processing line. Check the feeder and delivery heights, and whether there is manufacturer help for the integration of washers, sorters, cooling conveyors and packaging devices.
Explore our full range of microwave drying equipment to see how tunnel systems integrate with sterilization and thawing solutions.
2026 Technology Trends in Microwave Tunnel Drying

The technological life span is increasing Long Dramatically Dramatically, and learning about this helps to acquire hardware apparatus which controls up to standards.
Merging of Radio Frequency with Microwave Systems
Much earlier in 2024, Stalam introduced to the market their RF-NEXT unit combining 27.12 MHz radio frequency and 2.45 GHz microwave radiation all in one single tunnel. RF is able vaporate moisture from the core, while microwave makes sure surface moisture is eliminate. Such a hybrid system enhances dryind process for the products such as pasta, cereals etc. And pet food equally.
Microwave Solide State Devices
New solid state RF generators are currently phasing out the traditional magnetrons. These machines are modular, reduce power very well, start up immediately and are easy to service. Moreover, in one edition of Powder& Bulk Solids; a prediction was made in that the solid state technology is changing the dynamics of the drying process by substituting magnetrons with RF modules in multiple numbers.
Moisture Monitoring And Control
The technologically advanced tunnel dryers provide for integration of the near-infrared (NIR) moisture sensors which feed the Programmable Logic Controller with real time information. As such, in an effort to maintain the desired moisture content, the system has the capability of varying power output or belt speed automatically. Over drying is to some extent controlled through this closed-loop system in that energy is conserved and product quality is enhanced.
Continuous Processing in the Pharmaceutical Industry
With the evolution of the pharmaceutical industry from batch manufacturing to continuous process such equipment as tunnel dryers required to comply with FDA 21 CFR Part 11 came into existence. These equipment have audit trails inclusive of electronic signatures and process analytical technology (PAT) that is lacking in the batch pharmaceutical dryers.
Microwave Tunnel Dryer Pricing and Total Cost of Ownership
Transparent pricing is rare in this industry. Here is what you should actually expect to pay.
Price Ranges by Power Tier
|
Power / Capacity |
Typical Price Range (USD) |
Typical Applications |
|---|---|---|
|
Small (6–15 kW) |
7,400–7,400–12,000 |
Laboratories, pilot plants, small spice operations |
|
Medium (20–50 kW) |
18,000–18,000–50,000 |
Food processing, insect protein, mid-size industrial |
|
Large (80–150 kW) |
72,000–72,000–120,000 |
Rubber curing, heavy industrial, high-volume food |
|
Extra Large (300+ kW) |
$250,000+ |
Major production lines, integrated factory systems |
These prices typically represent FOB terms from Chinese manufacturers. Budget separately for international shipping, import duties, installation, and commissioning.
Factors That Affect Cost
These price reffered to Chinese manufactures on FOB basis. The other costs like the shipping international, custom duties, as well as installation and commissioning needs to be planned out.
Factors Influencing Cost
Customization attracts a wide range of prices. Cost for a fixed dimension tunnel with general specifications is lower than the cost for a custom belt width system with specialized tunnel length, zones heating via hybrid heating, or a cooling or sections incorporated. Also, Incorporating items such as changing material from SUS304 to SUS316, or better costing components like a PLC and even a moisture sensor costs more.
Shipping is a cost. Tunnel dryers tend to weight from 1,500 kg to 4,500 + kg. From China to European countries or even the North America, ocean freight will cost 3,000 – 3,000- 15,000 depending on the size of the container used and the location of the discharge.
Computing An ROI
Typically, industrial microwave tunnel dryer project pays for itself within 12-24 months. Your project has to make sense in three things:
- Throughput improvement: Take the product of rate of production and adjustment factor. For instance, 20 times less time needed for drying generates 3 to 5 times more real production because such meaningless waiting within each cycle ceases to exist.
- Reduction in energy consumption: Determine the cost of shipping weight per dry material ton employing the current method. Use the 20 – 40 percent decrease in energy usage of microwave tunnel systems.
- Reduction in labor force: Continuous systems request less operators for total handling than does batch treatment. Identify the extra hands needed to run batch, and cost the additional operators required.
- Summarise these over 12 months. Then divide by the cost of the equipment and installation thereof. If the resulting number is greater than 1.0, then it indicates that the payback is less than one year.
Maintenance Costs
Plan for replacement of magnetrons after a period of 6,000 to 8,000 hours in operation, at 200 – 300 each. Conveyor belts wear out within 2 to 5 years depending on the material and use. The annual preventive maintenance of equipment such as waveguide requires inspection, service of cooling system and test of safety interlocks in the equipment costs approximately 3 – 5%.
Mini story line: Elena Volkov had a spice export run in the Odessa area with four batch ovens, each producing over 300 kilograms a day. In 2024, a large customer from EU placed an order of producing 4,000 kilograms per month of desired color without microbial contamination. The batch ovens were not enough to produce such an order. There was color variation in the successive batches which would lead to rejection by clients.
She put in place a 30 kW tunnel dryer which was operated under vacuum assisted drainage. Steady production of 3500 kg was reported. Testing of ‘Curcumin’ level retention indicated better results compared to the hot-air technique she used previously.
The contract with the European Union came in place 3 months after. By the 14th month the equipment “microwave tunnel dryer” realized positive returns in terms of economic value.
How Shandong Loyal Industrial Engineers Custom Tunnel Solutions

The usage of any microwave tunnel dryer is to a greater extent proprietary for conventional purposes. Nevertheless, most firms are often required to create their own unique solution.
Tunnel Heating System Depend On The Purpose
We modify and amplify tunnel length, power density and belt configuration in order to achieve desired results based on the outcome and manner of processing of material in question. Black soldier fly larvae processor as an example, needs belts with different mesh size, device with different power density, and flow meters of different capacity compared to devices used for curing rubber. But we also have the same stock components on which are built these options.
Reference to Existing Facilities
We consider what type and how many units are in the front and back of the entire process line, or the floor layout and how it will affect the material handling. Then the infeed and outfeed systems will be tailored in such way that will permit simple connection to already working systems without causing unnecessary interferences.
Worldwide Commissioning, Operation and Maintenance Training, and Customer Services.
The delivery of the equipment marks only the beginning. The installation is supervised and the operators are trained on site, the technical support keeps on coming. Our Jinan, Shandong Province based engineering team has worked with food, pharmaceutical and industrial implants with microwave tunnel dryer, to name a few, all over the world.
Need a tunnel dryer engineered for your specific material? Request a custom quote and our team will analyze your production requirements, material properties, and facility layout.
Conclusion
Economics of production in large-scale manufacturing is quite significantly enhanced by conveying drying devices, type: microwave tunnel dryer. Process altaration from the batch type to the continuous context is no mere enhancement strategy, it is the complete alteration of the potential generated by the process within the plant over a period of one shift.
The main points are outlined below:
- Through the method of volumetric heating of the object, moisture from the inner layers is effectively removed, thus avoiding hardening and non-uniform drying which are often associated with this conventional approach.
- Furthermore, streamlined processing facilities such as the continuous system help eliminate the inherent downtimes present in the batch processing and allow the expansion of the output at levels inadequate in a batching system.
- Addition of energy efficiency reduction by 20 to 40% is noted over hot-air drying, while for certain applications the reduction reaches even 80%.
- The prices span from $7,400 for smaller laboratory type equipment to more than $250,000 for the largest and more advanced ones. The majority of machines priced for use in this market segment range between $18,000 and $120,000.
- In most cases, the ROI payback causes are realized in a span of 1 to two years on account of any increases in productivity, cuts in cost of operation and manpower.
- Advancements in technology include hybrid RF/microwave systems, solid-state generators, and pharmaceutical-grade continuous processing validation.
- The worldwide industry for tunnel microwave dryers is estimated at $ 1.2 billion in 2024, growing to $ 2.5 billion by 2033. Those who implement continuous tunnel processing today, stand to benefit from operational efficiencies that their counterparts will find difficult to obtain in the future.
The key determinant is the ability to match tunnel specifications to the material, volume, and other integration demands. If the density of power, the speed of the belt, and the length of the tunnel are incorrect, it leads to the same issue as purchasing the wrong type of equipment.
Ready to engineer a microwave tunnel dryer for your production line? Contact our team for a custom assessment, detailed specifications, and a competitive quote tailored to your facility.